ר�ң��й��������������Ƚ����ϲ��� ������ͻ��
 ���뻥��(0)
���뻥��(0)
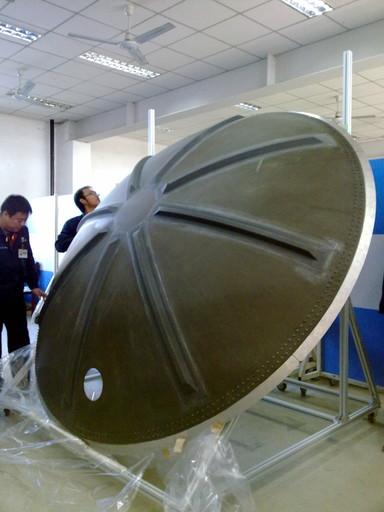
���ϲ��ϻ���Ͱ�������
Cϵ�и��ϲ���β�ڰ�
C919���������

����ΰ��1987���ҵ�ڹ����Ƽ���ѧ��ѧʿѧλ���о�Ա��������ʦ���к���ҵ���ϲ��Ϲ������켼����ϯ����ר�ҡ������к���ҵ��ɸ��ϲ���������������ҵ�����渱���Ρ����ڴ��¸��ϲ��Ϲ��ռ��������ϲ��Ϲ������켼���о���������ʵ�����ۻ����ͷḻ�Ĺ��̾��飬������C919���Ϳͻ��ȶ�����ҡ����Ų����к���ҵ�ش������Ŀ����ʵ����������һ֧������Ӳ�Ķ��飬�ٽ����к���ҵ�ڸ��ϲ��Ϲ�������ˮƽ��������
�������й����ձ������ڿƼ���չѸ�͵Ľ��죬���ϲ����ѹ㷺Ӧ����Խ��Խ�����������Ϊ���ϲ�����ϯ����ר�ң��������ϣ���Ϊ���ڸ��ϲ��Ͻ����ĸ�����չ���������Σ�
��������ΰ���ִ���ѧ�����ķ�չǣ���Ź��̲������ϻ��������ܻ������ܻ����ṹ������һ�廯�����ܻ���չ�����Ƚ����ϲ��ϵķ�չ�������еĵ��ʹ���֮һ����1967����������������и߱�ǿ�Ⱥͱ�ģ�����������ԺͿ�����ԡ����õĿ�ƣ�����ԡ����ڴ�������ͼ��ɱ������¹��ܵ��ص㣬���㷺Ӧ���ڹ�ҵ�硢������Ʒ�磬�������ڶ������������п���Ҫ��ĺ��պ����������ܵ��ر�Ĺ�ע�����ӣ�Ϊ�Ľ�������������������Ҫ���ף���Ϊ�˺��պ����Ĵ����֮һ��ͬʱ�����ź��պ���Ŀ��ٷ�չ��Ҳ�ӿ��ƶ��˸��ϲ��ϵķ�չ��
�������й����ձ������ڵ��չ�ҵ�����У����ϲ��ϱ��㷺Ӧ���ڻ������������������ṹ�����չ�ҵ�ķ�չ�Ը��ϲ�����������������ЩҪ��
��������ΰ��1969�꣬�ҹ���ʼ�з��Ƚ����ϲ��ϡ�1985�꣬����ϵͳ���������мƻ����о���������С���������������ҹ���������ɻ����ˮƽ������ߺ������ϲ��ϵIJ��ϳ��֣����ϲ�����Ӧ������������������ǰ���Ƚ����ϲ��������ҹ�������Ƶľ�����ϣ�����Ѽ������ֱ�����桢ˮƽ�����桢�����漰�����ȹ�����������Ӧ�������������ҹ����ո��ϲ��ϼ���ˮƽ��
������һ���ɻ���һ�����ϡ�һ�����ա�������Ÿ��ϲ��Ϲ����ṹ���������ߴ���ͻ��ķ�չǰ������ͳ���ϲ��Ϲ������칤���Ѳ���Ӧ�ҹ����չ�ҵ���ٷ�չ����Ҫ�������ڹ�����ҹ����������켼�����з���������£�̽�������ҹ���������ҵ��״�����㷢չ����ļ��������������ϲ������칤�գ���չ�ҹ����ϲ��ϲ�ҵ�����Ǽ����������⡣
�������й����ձ��������˽⣬���ں��ո��ϲ��Ϲ�����������ȡ��������ijɼ�����U�Ͷ�������Ѽв㸴�ϲ��Ϲ�������ȣ��ܷ��������������Ŀ��о�����̸һ�����ͻ�Ƽ���ƿ�������ʵ�����յijɹ�Ӧ�ã�
��������ΰ����Ϊһ�����¸��ϲ��������о�����Ӧ��20����ĿƼ������ߣ�����������ش��켼���Ŷ��������з�����֤���ϲ��Ϲ������������켼�����������ƹ����õ����������У���γɹ�����˹���������Ŀ�����������⣬�����˶��������ҹ��Ƚ����켼���ķ�����Ϊ�������ϲ��Ϲ����������ṩ��ȫ�µ�˼·���������ҹ��Ƚ����ϲ������켼��ˮƽ��
���������ܷɻ���Ҫ��Ч�ʵĽṹ�����ø��ϲ����������ṹ��ʵ�ַɻ����ģʹ�ø��ϲ��ϵĹؼ����ǵ������ͷɻ��Ƚ��Ե���Ҫ��־֮һ��Ŀǰ����Ĵ�������粨���Ϳտ�ϵ�зɻ��Ļ��帴�ϲ��ϵ��������վ�������ʵ���ڻ�����������������������Ӧ�á�
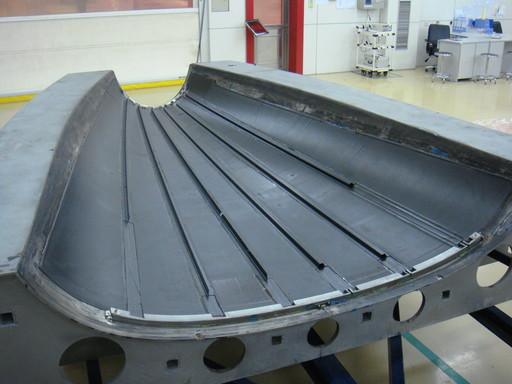
�����ڴ��ͷɻ����ϲ���β�ڰ�������У������з��Ŷӳɹ�ͻ���˴��͡�˫�������γ�������������켼����������һ��ȫ�µĸ��ϲ������干�̻����켼�������ɹ�Ӧ���ڶ��ͺž���������д��ͱڰ�������С��ü������ø��ϲ��ϡ�����Ϲ�װ������������оģ���ص�����˫�������칤װ���졢��Ƥ���춨λ��оģ��ģ����������������ߵȼ������⣬�����Ĺ������γߴ���ڲ������á����ղ����������ڽ϶̡�
�������ͷɻ��ڶ��桢ƽ��β�����֡�����Ȳ�λ�ĸ��ϲ����Ƽ�����ز��÷��ڷ��Ѽв�ṹ���Ѵ�ƽ�浥�������չ��U�Ͷ����ѡ����ָ��ӵĽṹ���ҹ��ĸ��ϲ��ϼв��������ˮƽ����˽ϸ�Ҫ�Դˣ������з��Ŷ��з���һ�����帨����װ���̻�������������߲�Ʒ���Ч�ʺͲ�Ʒ����Ч�ʡ���������ͺϸ��ʡ��ù���������ǿ�������������κ���״�ķ��Ѽ�о�ṹ���ü����ŵ��������Ա�ڷ��ѹ����ṹ���ʱ��ֻҪ���ǽṹ����ĶԳ��ԣ������迼�ǽṹ�ڡ�����Ƥ���̲�Գ��ԣ���ר����ƹ��̻��������̲㣬�Ϳɱ�֤����λ�ò����ơ������ݲ�������Ƥ���壬���õؽ��й���Э����ȷ�����ھ�������������з��Ѽв���Ľ�����
�������й����ձ��������ϲ��ϵļӹ�������ʵ�ֲ���Ӧ�õĹؼ����裬���в�ͬ��ѧ����ѧ���ԵIJ�����Ҫ��ͬ�ļӹ������ͼӹ���������ɣ������صļ����ѵ㣬�����ڼӹ������п�������Щ���صķ�����
��������ΰ�����ϲ������ɻ�����֬����ǿ���������ɵĶ�����ϵ�����л�����֬ͨ��Ϊ˫�������ǰ�����������ȩ������ǰ����ȹ�����֬����ǿ��Ϊ���ˡ�̼�ˡ�������ά�ȣ����������̻�����������������������ȡ��ڹ̻������У�Ϊ��ֹ���ϲ������컷���ĸ����Ժͷ����Զೡ������ã���������Ʒȱ�ݣ����������������ϵ���ĸ������ָ���ض���������컷��Ϊ�о������Ե�Ԫ����������ģ�����Ϊ�ֶΣ��Դﵽ������ս�������Ϊ����Ҫ�����ۺ����������ɱ����������ڡ�DZ�ڷ��յ����صĻ����ϣ��Ż�����������ͳ�����������͵ĸ�������������������������ȱ�ݴ��ڣ�ȱ�ݿɿأ�������£��ﵽ�����ɱ���͡�����������̡���������ȶ�����ߣ�����ʵ���������������������ĿǰӦ����㷺����մ�-��ѹ���ͼ������ԣ��ض���������컷���ڷ�Χ����ָ��մ���װ��̥������Χ���ܷ��������������������б�Ȼ����żȻ�����أ�������ÿһ��ϸ�ڵ�������ȱ��Ȼ��������ɱ������������ƻ����컷���е�ƽ�����ɸ����ȱ�ݡ���ˣ�Ҫ�ڲ�Ʒ�ӹ�����������ȱ�ݿɿأ�����Ҫ������ѹ���͵�������ѧģ�ͣ����ض������컷��Ϊ�о���������Դ���ҪӰ�����غʹ�ҪӰ�����أ���ϵ�Ԫ���������ۼ����ֶΣ������ijһλ�õ�����������Ԥ�����ۡ���ѡ�����������������������Ӱ�����أ���������Դ����������е������ϱ��������༰�Ӱ��Ĺ�ϵģ�ͺ��������е����۹�ʽ����������ÿ��һ��������������ͽ����Ӱ�죬�����۽������������������ȷ����ģ���������������µĵ�Ԫʵ������֤�����ۡ���Ԫ���������ۼ��㹲ͬ�����ˡ�����������ϵ�������ۻ�����
�������й����ձ�������ǰ�����ڸ��ϲ��Ϲ�������ˮƽ�������Σ�������δ���ĸ��ϲ��Ϲ������죬�ر��Ǻ������ϲ���������콫������Щؽ���ƽ�����⣿
��������ΰ����ǰ�����ڵĸ��ϲ�������ҵ��һ���Ծ���������ж�Ϊ��Ҫ�����ֶεĴֲ��Ͳ�ҵ��δ���ķ�չ���Ʊ�Ȼ�������۴��澭�飬�Կۼ�����������жϣ����Ա��������ֶεķ�չ�����ճ�Ϊ����Ԥ�����С����̹淶������ʵʱ���Ӽ�ص��ִ�����ҵ��Ŀǰ����ɹ�˾�з��Ŷӽ������ϲ��Ϲ������쵥Ԫ�������ݿ⣬���Զ�Ԫ�������ֶΣ���������Ӱ�����������ȫ�������Խ������ݹ�����ȫ���������̡���ɹ�˾�����������ѧ�����ҵ�λ��2013�������걨������ʵʩ��2014�����973�ƻ���Ŀ���������ͺ��ո��ϲ��ϳ����������켼�������о������Ը��ϲ��ϳ����ṹ��������зdz���Ҫ��ָ�����塣���о����������˸��ϲ��ϴ�ԭ���ϵ����Ρ��̻�����⣬�ٵ�װ�������������̵Ļ����о����������ԶԸ��ϲ��Ͻṹ��������γɷ�����
�������й����ձ����������������ҹ��ڸ��ϲ��ϵ�Ӧ���빹���ļӹ����棬����ҵ������������Ҫ�IJ�����������Ӧ�ô���Щ��������С��ࣿ
��������ΰ��Ŀǰ���Բ������տ͵����������ɻ���˾Ϊ�����ĸ��ϲ��Ϲ�����Ӧ�ü��ӹ�ˮƽ�ѷdz����죬�����ڸ��ϲ����ڷɻ��ϵ�Ӧ�û�������Ҫ���һ���ڻ������������еȲ�λӦ�ã����ڴ�ͳ�ĸ��ϲ������켼�������Ѳ������㹤�յ�Ҫ��������ֲ�࣬һҪ���ҹ����ϲ��ϲ�ҵ�����컷������������֪��Ҫʶ��������ڲ�����ϵ���ӹ�������װ�������ȷ�����ҵ������ˮƽ֮��IJ��졣��Ҫ�۲�ȫ���ҵ��״������������ת�������Ȼ��ᣬ����ѧϰ�����Ƚ�����Ƽ�����������������������ֶΣ��������ҹ����ϲ��������ҵ������ˮƽ������������ײ�ҵ�ļ�����Ծ����Ҫ������������µĵ�·���������е����컷�����ڹ��������ȫ�����롰�������족��˼�룬�˷��������ϡ�װ�������ȷ���Ķ̰壬��ַ�������ר����������ҵ��չˮƽ����ͨѶԱ ���˴��
>������ţ�
>�������ž�ѡ��